服务热线:13980902080

以品质塑造企业 用产品拥抱世界
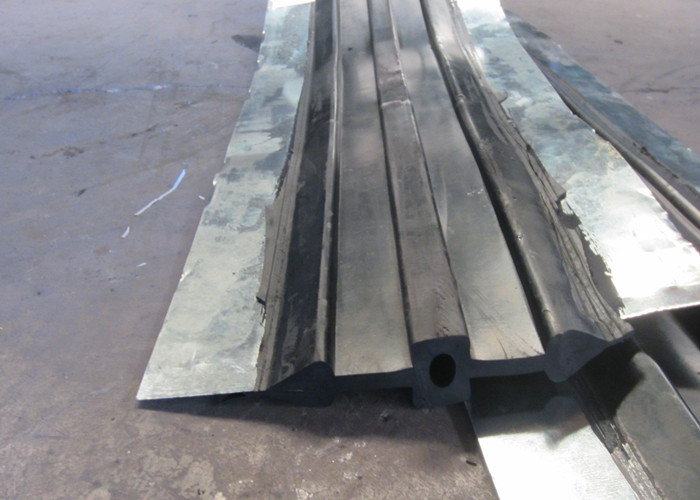
中埋式钢边橡胶止水带熔接方法 |
联系人:曾蔺国
电话:13980902080
地址:成都市郫都区金樽三街298号中铁塔米亚15栋2单元4楼
生产基地:都江堰市工业园区蒲阳镇同心路1号

中埋式钢边橡胶止水带熔接方法 |